Nessun prodotto nel carrello.
Carrello
Stampa 3D in NYLON PA12
Il Nylon PA12 è un materiale ampiamente utilizzato nella stampa 3D tramite SLS, riconosciuto per la sua alta resistenza meccanica e flessibilità. Questo termoplastico è ideale per creare pezzi durevoli e funzionali, grazie alla sua eccellente resistenza all'abrasione e stabilità dimensionale in ambienti impegnativi. Inoltre, il Nylon PA12 consente la produzione di geometrie complesse senza la necessità di supporti aggiuntivi, rendendolo un'opzione versatile per vari progetti.
La sua resistenza all'umidità e ai prodotti chimici lo rende adatto per applicazioni in settori come l'automobilistico e l'industria aerospaziale. La sua capacità di produrre pezzi leggeri e robusti lo rende una scelta popolare per applicazioni che richiedono sia prestazioni che longevità.

VANTAGGI DEL Nylon PA12
Quando è la scelta del materiale perfetta?
Ideale per applicazioni che richiedono alta resistenza meccanica e flessibilità.
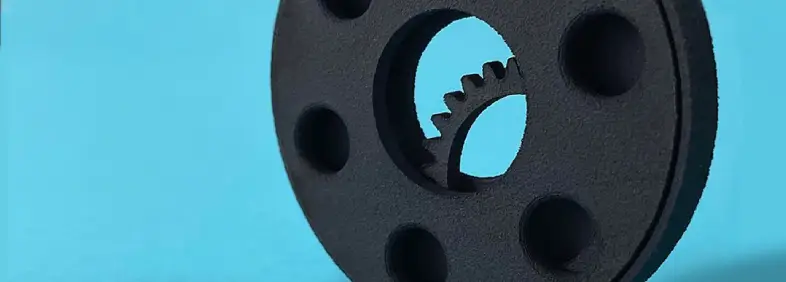
Eccellente resistenza all'abrasione, perfetto per pezzi ad uso intensivo.
Ottima stabilità dimensionale e resistenza alla deformazione.
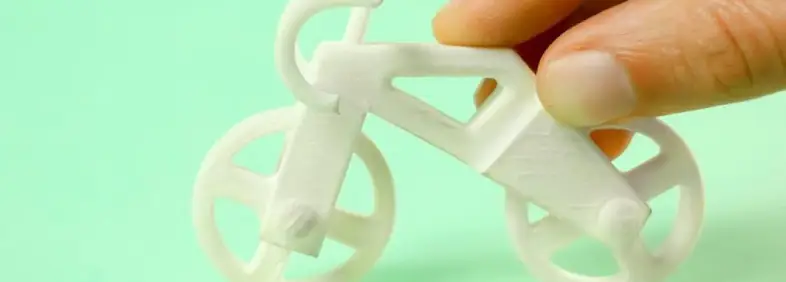
SLS consente la creazione di geometrie complesse e design intricati senza supporti.
Produzione di pezzi leggeri e robusti, ideale per il settore automobilistico e aerospaziale.
Resistente all'umidità e ai prodotti chimici.
SVANTAGGI DEL Nylon PA12
Quando cercare altre opzioni di materiale
Può essere più difficile da post-processare rispetto a materiali come l'ABS.
Minore rigidità rispetto ad altre plastiche.
Meno economico rispetto a PETG o ABS
Può presentare una finitura superficiale ruvida incompatibile con alcuni usi.
Offriamo colori RAL personalizzati, ma comportano un costo aggiuntivo.
Non è possibile realizzare pezzi con superfici sottili e lunghe, poiché potrebbero deformarsi.
Colori disponibili

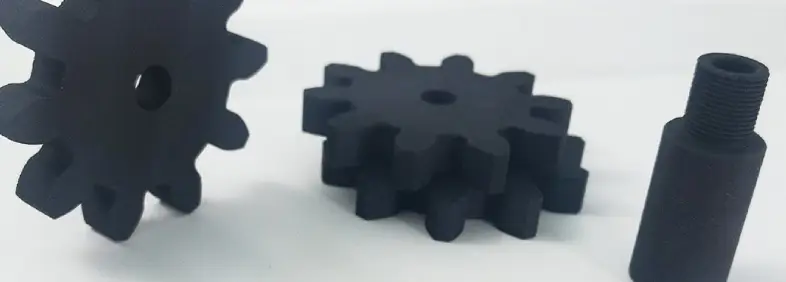
Nero
Pantone
Nero
Pantone
Nero

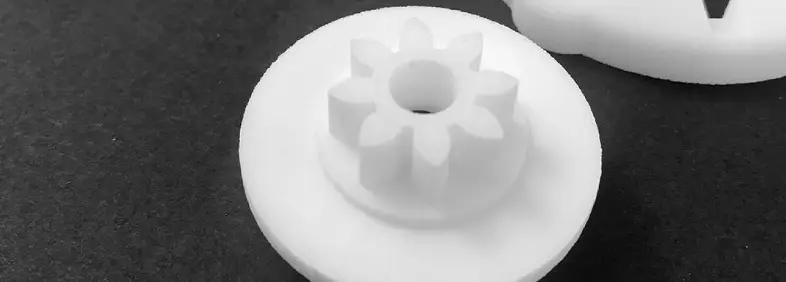
Bianco
Pantone
Bianco
Pantone
Bianco

Gamma di colori RAL
Contattare
Contattare
Tecnologia utilizzata

La sinterizzazione laser, o SLS, è un processo che utilizza un laser come fonte di energia per sinterizzare materiale in polvere, puntando automaticamente il laser a punti nello spazio definiti da un modello 3D e unendo il materiale per creare una struttura solida.
In primo luogo, il materiale in polvere viene distribuito in uno strato sottile su una piattaforma all'interno della camera di costruzione. La stampante 3D preriscalda la polvere a una temperatura appena sotto il punto di fusione della materia prima. Questo facilita al raggio laser l'innalzamento della temperatura di regioni specifiche della superficie della polvere mentre traccia il modello per solidificare un pezzo. Il laser scansiona una sezione trasversale del modello 3D, riscaldando la polvere appena sotto o proprio al punto di fusione del materiale. Questo unisce meccanicamente le particelle per creare un pezzo solido. La polvere non fusa sostiene il pezzo durante la stampa ed elimina la necessità di strutture di supporto dedicate.
Di solito utilizziamo strati tra 50 e 200 micron e questo processo si ripete per ogni strato fino a quando i pezzi non sono completi. I pezzi finiti vengono lasciati raffreddare gradualmente all'interno della stampante. Una volta che i pezzi si sono raffreddati, l'operatore rimuove la camera di costruzione dalla stampante e la trasferisce a una stazione di pulizia, separando i pezzi stampati e pulendo l'eccesso di polvere.
Specifiche tecniche
| Proprietà | Valore | Metodo di test |
|---|---|---|
| Densità | 1,00 g/cm^3 | ASTM D792 |
| Resistenza alla trazione | 43 MPa | ASTM D638 |
| Resistenza alla flessione | 1387 MPa | ASTM D790 |
| Allungamento | 14 % | ASTM D638 |
| Temperatura di ammorbidimento | 180 ºC | 0,45 MPa / ASTM D648 |