No products in the basket.
Cart
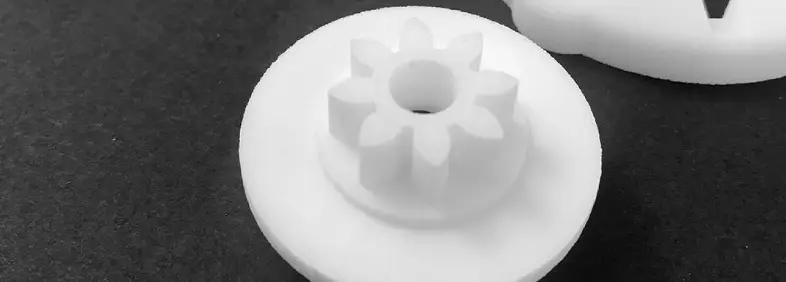
3D Printing in NYLON PA12
Nylon PA12 is a widely used material in 3D printing via SLS, recognized for its high mechanical strength and flexibility. This thermoplastic is ideal for creating durable and functional parts, thanks to its excellent abrasion resistance and dimensional stability in demanding environments. Additionally, Nylon PA12 allows for the production of complex geometries without the need for additional supports, making it a versatile option for various projects.
Its resistance to moisture and chemicals makes it suitable for applications in sectors such as automotive and aerospace. Its ability to produce lightweight and robust parts makes it a popular choice for applications requiring both performance and longevity.

ADVANTAGES OF Nylon PA12
When is the perfect material choice?
Ideal for applications that require high mechanical strength and flexibility.
Excellent abrasion resistance, perfect for high-use parts.
Very good dimensional stability and resistance to deformation.
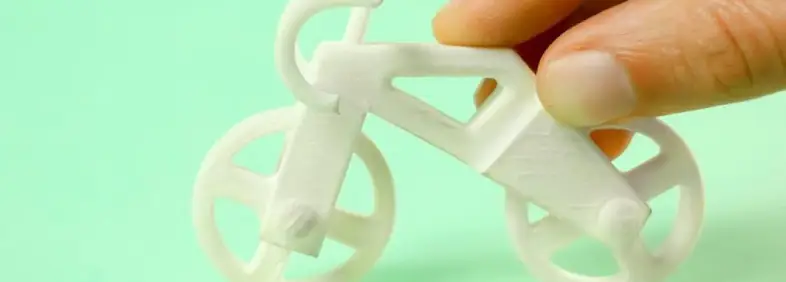
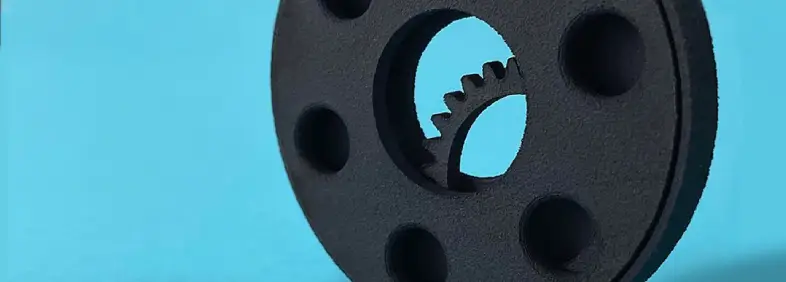
SLS allows the creation of complex geometries and intricate designs without supports.
Production of lightweight and robust parts, ideal for the automotive and aerospace sectors.
Resistant to moisture and chemicals.
DISADVANTAGES OF Nylon PA12
When to look for other material options
It can be more difficult to post-process compared to materials like ABS.
Lower stiffness compared to other plastics.
Less economical than PETG or ABS
It may have a rough surface finish incompatible with some uses.
We offer custom RAL colors, but they come at an additional cost.
Thin and long surface parts cannot be made, as they may deform.
Available Colors

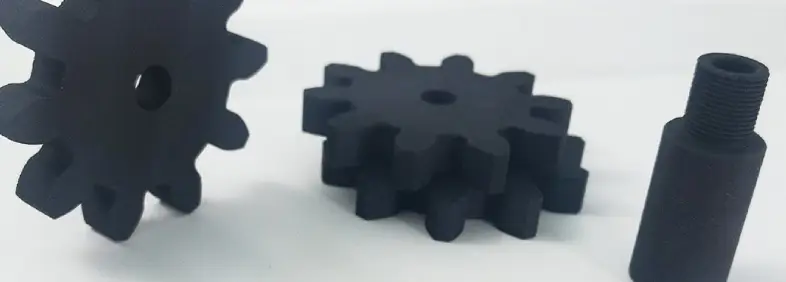
Black
Pantone
Black
Pantone
Black

White
Pantone
White
Pantone
White

RAL Color Range
Contact us
Contact us
Technology used

Laser sintering, or SLS, is a process that uses a laser as an energy source to sinter powder material, automatically directing the laser to points in space defined by a 3D model and fusing the material to create a solid structure.
First, the powder material is spread in a thin layer over a platform inside the build chamber. The 3D printer preheats the powder to a temperature just below the melting point of the raw material. This makes it easier for the laser beam to raise the temperature of specific regions of the powder surface while tracing the model to solidify a part. The laser scans a cross-section of the 3D model, heating the powder just below or right at the melting point of the material. This fuses the particles together mechanically to create a solid part. The unfused powder supports the part during printing and eliminates the need for dedicated support structures.
We typically use layers between 50 and 200 microns, and this process is repeated for each layer until the parts are complete. The finished parts are allowed to cool gradually inside the printer. Once the parts have cooled, the operator removes the build chamber from the printer and transfers it to a cleaning station, separating the printed parts and cleaning off the excess powder.
Technical specifications
| Property | Value | Test Method |
|---|---|---|
| Density | 1,00 g/cm^3 | ASTM D792 |
| Tensile Strength | 43 MPa | ASTM D638 |
| Flexural Strength | 1387 MPa | ASTM D790 |
| Elongation | 14 % | ASTM D638 |
| Softening Temperature | 180 ºC | 0,45 MPa / ASTM D648 |