No hay productos en el carrito.
Carrito
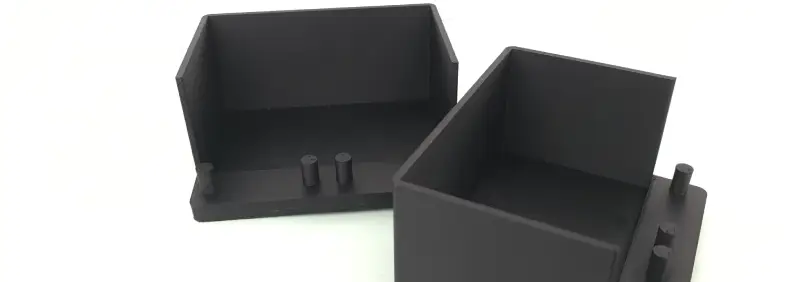
Imprimir en 3D en PETG
El PETG es un material de impresión 3D ampliamente utilizado y apreciado. Comparándolo con el PLA y el ABS, se destaca por su resistencia a la temperatura, siendo más fuerte que el PLA pero menos que el ABS. Comienza a ablandarse a 80ºC, mientras que el PLA lo hace a 70ºC y el ABS a 105ºC.
En términos de resistencia, el PETG es el más duradero, siendo difícil de romper debido a una mejor adhesión entre capas. Aunque es menos rígido que el PLA y el ABS, la diferencia con el ABS es mínima. También es importante destacar que el PETG cuenta con la aprobación de la FDA para uso alimentario y es altamente resistente a productos químicos ácidos y básicos.



VENTAJAS DEL PETG
Cuándo es la elección de material perfecta
Excelente para prototipado de forma y ajuste
Cierta flexibilidad bajo tensión, se doblará en lugar de romperse
Resistencia media a impactos y productos químicos
Prototipado de piezas que pueden estar bajo carga o fuerzas
Formas básicas con características mínimas intrincadas
Tiempos de impresión desde el próximo día laborable!
DESVENTAJAS DEL PETG
Cuándo buscar otras opciones de material
Requiere soportes y puede afectar a la calidad visual de la pieza
El acabado superficial a veces puede ser peor que el de PLA
A veces puede tener una textura superficial fibrosa
No es adecuado para pintarlo / barnizarlo
No es bueno para capturar detalles pequeños
Lijarlo o pintarlo requiere más tiempo de post-procesado que la resina o el ABS
Colores disponibles

Negro
Pantone
Negro
Pantone
Negro

Blanco
Pantone
Blanco
Pantone
Blanco

Azul
Pantone
7689C
Pantone
7689C

Rojo
Pantone
485C
Pantone
485C
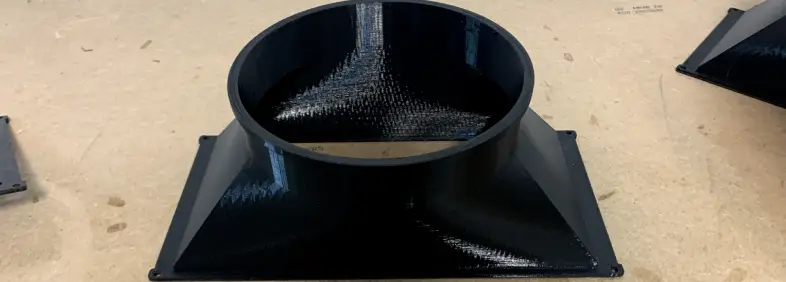
Tecnología utilizada

El FDM, o modelado por deposición fundida, es un proceso de fabricación utilizado para el modelado de prototipos y la producción de pequeñas y medias tiradas. Este modelado utiliza una función aditiva, depositando el material en capas, para conformar la pieza.
Se utiliza un filamento que inicialmente se almacena en rollos, y es introducido en una boquilla que se encuentra por encima de la temperatura de fusión del material y puede desplazarse en tres ejes controlada electrónicamente. La boquilla se va desplazando para dejar caer el material en la ubicación correcta, dibujando el modelo línea a línea. Cuando se dibuja una capa, la base baja en un grosor de capa (0.1-0.4) para que la impresora pueda continuar con la siguiente capa.
Cuando el modelo que se quiere imprimir tiene secciones que sobresalen o tienen un ángulo alto, se crea una estructura de soporte donde se considere necesario y se imprime en un material que más tarde podrá ser sustraído con facilidad, en algunos casos soluble. Esto se hace para que el modelo no se deposite en el aire, evitando así que caiga la capa.
Especificaciones técnicas
| PROPIEDAD | VALOR | MÉTODO DE TEST |
|---|---|---|
| Densidad | 1,12 g/cm^3 | ISO 1183-1-A |
| Resistencia a la tensión | 45 MPa | DIN 53504-S2 |
| Resistencia a la flexión | 70 MPa | ISO 178 |
| Resistencia a la tracción | 50 MPa | ISO 527 |
| Elongación | 54 % | ISO 527 |
| Temperatura de reblandecimiento | 85 ºC | ASTM D3418 |