Votre panier est vide.
Panier
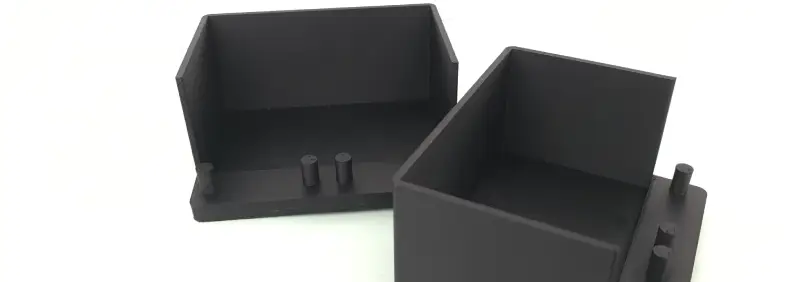
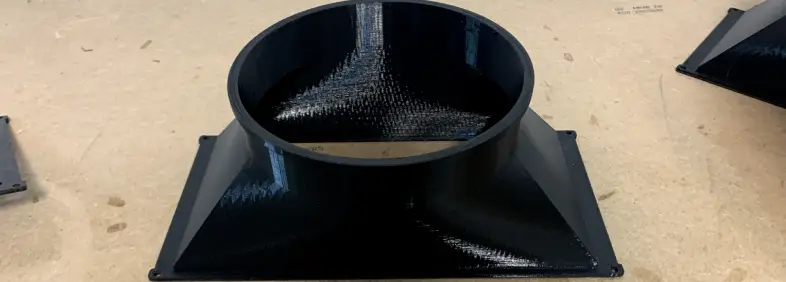
Impression 3D en PETG
Le PETG est un matériau d'impression 3D largement utilisé et apprécié. Comparé au PLA et à l'ABS, il se distingue par sa résistance à la température, étant plus résistant que le PLA mais moins que l'ABS. Il commence à ramollir à 80ºC, tandis que le PLA le fait à 70ºC et l'ABS à 105ºC.
En termes de résistance, le PETG est le plus durable, étant difficile à casser grâce à une meilleure adhésion entre les couches. Bien qu'il soit moins rigide que le PLA et l'ABS, la différence avec l'ABS est minimale. Il est également important de souligner que le PETG est approuvé par la FDA pour un usage alimentaire et est hautement résistant aux produits chimiques acides et basiques.



Avantages du PETG
Quand est le choix de matériau parfait?
Excellent pour le prototypage de forme et d'ajustement
Une certaine flexibilité sous tension, il se pliera plutôt que de se casser
Résistance moyenne aux chocs et aux produits chimiques
Prototypage de pièces pouvant être soumises à une charge ou à des forces
Formes de base avec des caractéristiques minimales et intriquées
Délais d'impression à partir du jour ouvrable suivant!
Inconvénients du PETG
Quand chercher d'autres options de matériau
Nécessite des supports et peut affecter la qualité visuelle de la pièce
La finition de surface peut parfois être pire que celle du PLA
Il peut parfois avoir une texture de surface fibreuse
Il n'est pas adapté à la peinture ou au vernissage
Ce n'est pas bon pour capturer les petits détails
Le ponçage ou la peinture nécessite plus de temps de post-traitement que la résine ou l'ABS
Couleurs disponibles

Noir
Pantone
Noir
Pantone
Noir

Blanc
Pantone
Blanc
Pantone
Blanc

Bleu
Pantone
7689C
Pantone
7689C

Rouge
Pantone
485C
Pantone
485C
Technologie utilisée

Le FDM, ou modélisation par dépôt de filament fondu, est un processus de fabrication utilisé pour la modélisation de prototypes et la production de petites et moyennes séries. Ce modélisation utilise une fonction additive, déposant le matériau en couches pour former la pièce.
Un filament est utilisé, qui est initialement stocké sur des rouleaux et est introduit dans une buse qui se trouve au-dessus de la température de fusion du matériau et peut se déplacer sur trois axes contrôlés électroniquement. La buse se déplace pour déposer le matériau au bon endroit, traçant le modèle ligne par ligne. Lorsque qu'une couche est dessinée, la base descend d'une épaisseur de couche (0,1-0,4) afin que l'imprimante puisse continuer avec la couche suivante.
Lorsque le modèle à imprimer a des sections qui dépassent ou ont un angle élevé, une structure de support est créée là où cela est nécessaire et est imprimée dans un matériau qui peut ensuite être facilement retiré, dans certains cas soluble. Cela permet d'éviter que le modèle ne soit suspendu dans l'air, empêchant ainsi la couche de tomber.
Spécifications techniques
| Propriété | Valeur | Méthode de test |
|---|---|---|
| Densité | 1,12 g/cm^3 | ISO 1183-1-A |
| Résistance à la traction | 45 MPa | DIN 53504-S2 |
| Résistance à la flexion | 70 MPa | ISO 178 |
| Résistance à la traction | 50 MPa | ISO 527 |
| Allongement | 54 % | ISO 527 |
| Température de ramollissement | 85 ºC | ASTM D3418 |