No hay productos en el carrito.
Carrito
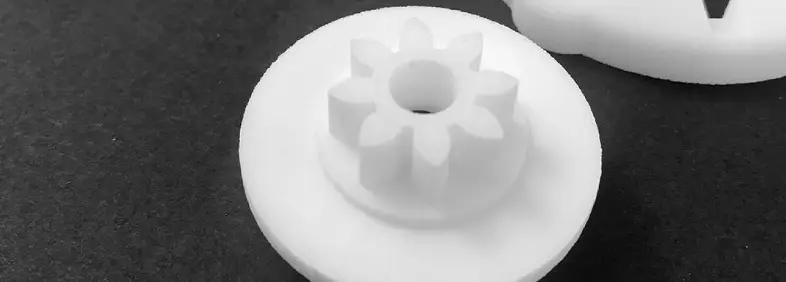
Imprimir en 3D en NYLON PA12
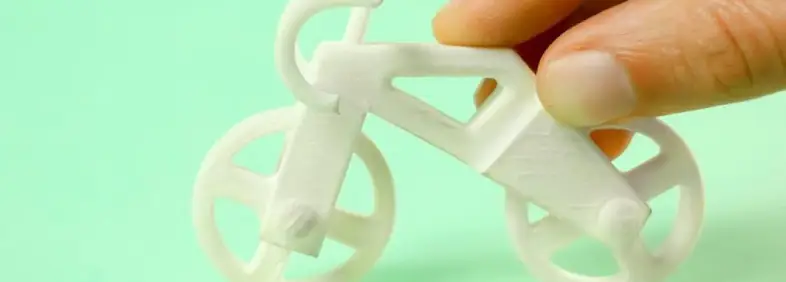
El Nylon PA12 es un material ampliamente utilizado en la impresión 3D mediante SLS, reconocido por su alta resistencia mecánica y flexibilidad. Este termoplástico es ideal para crear piezas duraderas y funcionales, gracias a su excelente resistencia a la abrasión y su estabilidad dimensional en entornos exigentes. Además, el Nylon PA12 permite la fabricación de geometrías complejas sin necesidad de soportes adicionales, lo que lo convierte en una opción versátil para diversos proyectos.
Su resistencia a la humedad y productos químicos lo hace adecuado para aplicaciones en sectores como la automoción y la industria aeroespacial. Su capacidad para producir piezas ligeras y robustas lo convierte en una elección popular para aplicaciones que requieren tanto rendimiento como longevidad.

VENTAJAS DEL Nylon PA12
Cuándo es la elección de material perfecta
Ideal para aplicaciones que requieren alta resistencia mecánica y flexibilidad
Excelente resistencia a la abrasión, perfecto para piezas de uso intensivo
Muy buena estabilidad dimensional y resistencia a deformaciones
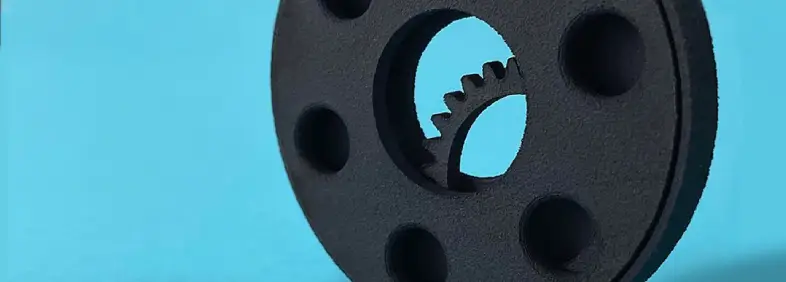
SLS permite la creación de geometrías complejas y diseños intrincados sin soportes
Producción de piezas ligeras y robustas, ideal para sector automotriz y aeroespacio
Resistente a la humedad y productos químicos
DESVENTAJAS DEL Nylon PA12
Cuándo buscar otras opciones de material
Puede ser más difícil de postprocesar en comparación con materiales como el ABS
Menor rigidez en comparación con otros plásticos
Menos económico que el PETG o ABS
Puede presentar un acabado superficial rugoso incompatible con algunos usos
Ofrecemos colores personalizados RAL, pero tienen un coste adicional
No se pueden realizar piezas con superficies finas y largas, se puede deformar
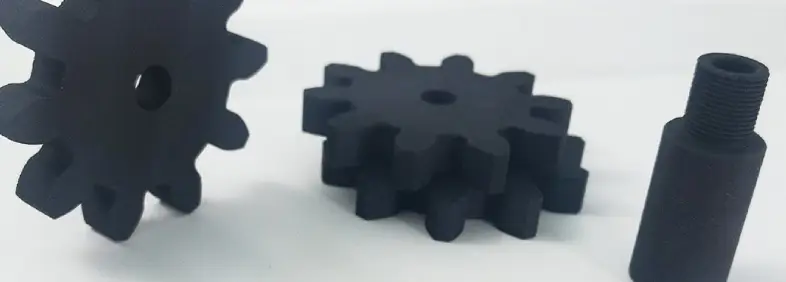
Colores disponibles

Negro
Pantone
Negro
Pantone
Negro

Blanco
Pantone
Blanco
Pantone
Blanco

Gama RAL
Contactar
Contactar
Tecnología utilizada

El sinterizado láser, o SLS, es un proceso que utiliza un láser como fuente de energía para sinterizar material en polvo, apuntando el láser automáticamente a puntos en el espacio definidos por un modelo 3D y uniendo el material para crear una estructura sólida.
En primer lugar, el material en polvo se dispersa en una capa delgada sobre una plataforma dentro de la cámara de construcción. La impresora 3D precalienta el polvo a una temperatura justo por debajo del punto de fusión de la materia prima. Esto hace que sea más fácil para el rayo láser elevar la temperatura de regiones específicas de la superficie de polvo mientras traza el modelo para solidificar una pieza. El láser escanea una sección transversal del modelo 3D, calentando el polvo justo debajo o justo en el punto de fusión del material. Esto fusiona las partículas juntas mecánicamente para crear una parte sólida. El polvo no fundido sostiene la pieza durante la impresión y elimina la necesidad de estructuras de soporte dedicadas.
Normalmente usamos capas entre 50 y 200 micras y este proceso se repite para cada capa hasta que las piezas están completas y las piezas terminadas se dejan enfriar gradualmente dentro de la impresora. Una vez que las piezas se han enfriado, el operador retira la cámara de construcción de la impresora y la transfiere a una estación de limpieza, separando las piezas impresas y limpiando el exceso de polvo.
Especificaciones técnicas
| PROPIEDAD | VALOR | MÉTODO DE TEST |
|---|---|---|
| Densidad | 1,00 g/cm^3 | ASTM D792 |
| Resistencia a la tensión | 43 MPa | ASTM D638 |
| Resistencia a la flexión | 1387 MPa | ASTM D790 |
| Elongación | 14 % | ASTM D638 |
| Temperatura de reblandecimiento | 180 ºC | 0,45 MPa / ASTM D648 |