Carrello
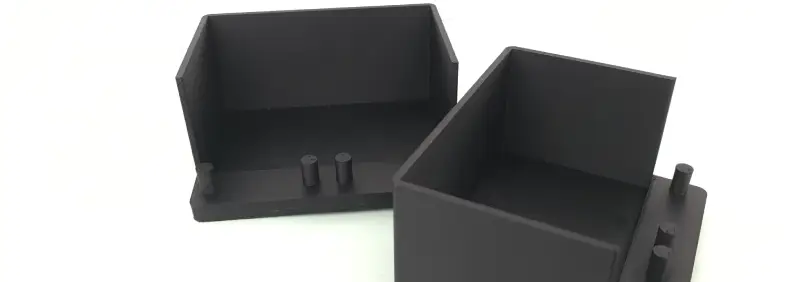
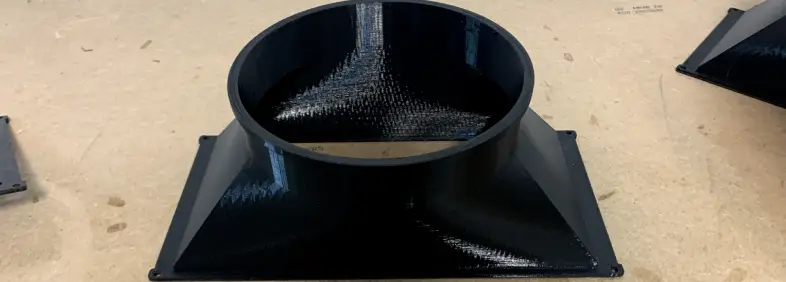
Stampa 3D in PETG
Il PETG è un materiale per la stampa 3D ampiamente utilizzato e apprezzato. Rispetto a PLA e ABS, si distingue per la sua resistenza alla temperatura, essendo più resistente del PLA ma meno dell'ABS. Inizia ad ammorbidirsi a 80ºC, mentre il PLA lo fa a 70ºC e l'ABS a 105ºC.
In termini di resistenza, il PETG è il più durevole, essendo difficile da rompere grazie a una migliore adesione tra gli strati. Anche se è meno rigido rispetto al PLA e all'ABS, la differenza con l'ABS è minima. È anche importante sottolineare che il PETG ha l'approvazione della FDA per l'uso alimentare ed è altamente resistente a sostanze chimiche acide e basiche.



Vantaggi del PETG
Quando è la scelta del materiale perfetta?
Eccellente per prototipazione di forma e adattamento
Una certa flessibilità sotto tensione, si piegherà invece di rompersi
Resistenza media a impatti e prodotti chimici
Prototipazione di pezzi che possono essere sottoposti a carico o forze
Forme di base con caratteristiche minime e intricate
Tempi di stampa dal giorno lavorativo successivo!
Svantaggi del PETG
Quando cercare altre opzioni di materiale
Richiede supporti e può influenzare la qualità visiva del pezzo
La finitura superficiale può a volte essere peggiore rispetto a quella del PLA
A volte può avere una texture superficiale fibrosa
Non è adatto per essere verniciato o verniciato
Non è adatto per catturare piccoli dettagli
Carteggiarlo o dipingerlo richiede più tempo di post-elaborazione rispetto alla resina o all'ABS




