Nenhum produto no carrinho.
Carrinho
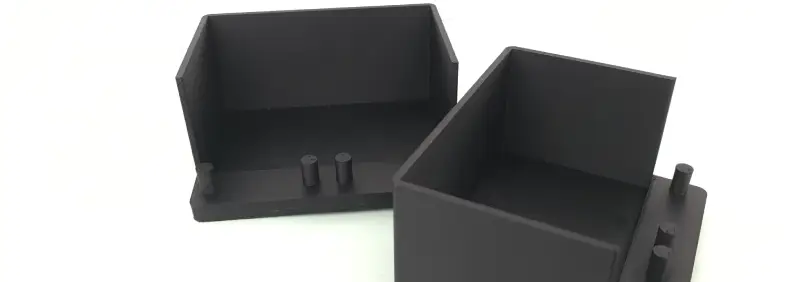
Impressão 3D em PETG
O PETG é um material de impressão 3D amplamente utilizado e apreciado. Comparado ao PLA e ABS, destaca-se pela resistência à temperatura, sendo mais forte que o PLA, mas menos que o ABS. Começa a amolecer a 80ºC, enquanto o PLA o faz a 70ºC e o ABS a 105ºC.
Em termos de resistência, o PETG é o mais durável, sendo difícil de quebrar devido a uma melhor adesão entre camadas. Embora seja menos rígido que o PLA e o ABS, a diferença em relação ao ABS é mínima. Também é importante destacar que o PETG tem a aprovação da FDA para uso alimentar e é altamente resistente a produtos químicos ácidos e básicos.



Vantagens do PETG
Quando é a escolha de material perfeita?
Excelente para prototipagem de forma e ajuste
Certa flexibilidade sob tensão, dobrará em vez de se quebrar
Resistência média a impactos e produtos químicos
Prototipagem de peças que podem estar sob carga ou forças
Formas básicas com características mínimas intrincadas
Tempos de impressão a partir do próximo dia útil!
Desvantagens do PETG
Quando procurar outras opções de material
Requer suportes e pode afetar a qualidade visual da peça
O acabamento superficial pode às vezes ser pior do que o do PLA
Às vezes, pode ter uma textura superficial fibrosa
Não é adequado para pintar ou envernizar
Não é bom para capturar pequenos detalhes
Lixar ou pintar requer mais tempo de pós-processamento do que a resina ou o ABS
Cores disponíveis

Preto
Pantone
Preto
Pantone
Preto

Branco
Pantone
Branco
Pantone
Branco

Azul
Pantone
7689C
Pantone
7689C

Vermelho
Pantone
485C
Pantone
485C
Tecnologia utilizada

O FDM, ou modelagem por deposição fundida, é um processo de fabricação utilizado para modelagem de protótipos e produção de pequenas e médias tiragens. Essa modelagem utiliza uma função aditiva, depositando o material em camadas para formar a peça.
É utilizado um filamento que inicialmente é armazenado em rolos e é introduzido em um bico que está acima da temperatura de fusão do material e pode se mover em três eixos controlados eletronicamente. O bico se desloca para depositar o material na localização correta, desenhando o modelo linha a linha. Quando uma camada é desenhada, a base desce na espessura de uma camada (0,1-0,4) para que a impressora possa continuar com a próxima camada.
Quando o modelo a ser impresso tem seções que se projetam ou têm um ângulo acentuado, uma estrutura de suporte é criada onde necessário e impressa em um material que pode ser facilmente removido posteriormente, em alguns casos solúvel. Isso é feito para garantir que o modelo não fique suspenso no ar, evitando assim que a camada caia.
Especificações técnicas
| Propriedade | Valor | Método de teste |
|---|---|---|
| Densidade | 1,12 g/cm^3 | ISO 1183-1-A |
| Resistência à tração | 45 MPa | DIN 53504-S2 |
| Resistência à flexão | 70 MPa | ISO 178 |
| Resistência à tração | 50 MPa | ISO 527 |
| Alongamento | 54 % | ISO 527 |
| Temperatura de amolecimento | 85 ºC | ASTM D3418 |