Es befinden sich keine Produkte im Warenkorb.
Warenkorb
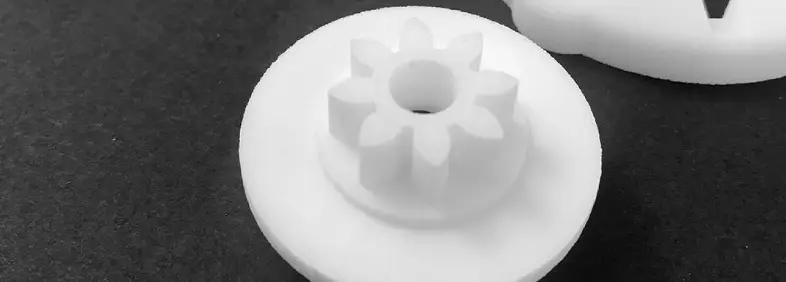
3D-Druck in NYLON PA12
Nylon PA12 ist ein weit verbreitetes Material im 3D-Druck mittels SLS, das für seine hohe mechanische Festigkeit und Flexibilität bekannt ist. Dieser Thermoplast ist ideal für die Herstellung von langlebigen und funktionalen Teilen, dank seiner hervorragenden Verschleißfestigkeit und dimensionalen Stabilität in anspruchsvollen Umgebungen. Darüber hinaus ermöglicht Nylon PA12 die Herstellung von komplexen Geometrien ohne zusätzliche Stützen, was es zu einer vielseitigen Option für verschiedene Projekte macht.
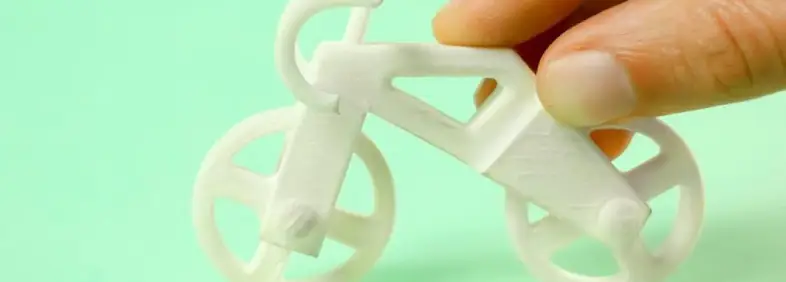
Seine Widerstandsfähigkeit gegenüber Feuchtigkeit und Chemikalien macht es für Anwendungen in Sektoren wie Automobilindustrie und Luftfahrt geeignet. Seine Fähigkeit, leichte und robuste Teile herzustellen, macht es zu einer beliebten Wahl für Anwendungen, die sowohl Leistung als auch Langlebigkeit erfordern.

VORTEILE VON Nylon PA12
Wann ist die perfekte Materialwahl?
Ideal für Anwendungen, die hohe mechanische Festigkeit und Flexibilität erfordern.
Exzellente Abriebfestigkeit, perfekt für stark beanspruchte Teile.
Sehr gute dimensionsstabilität und Widerstand gegen Verformungen.
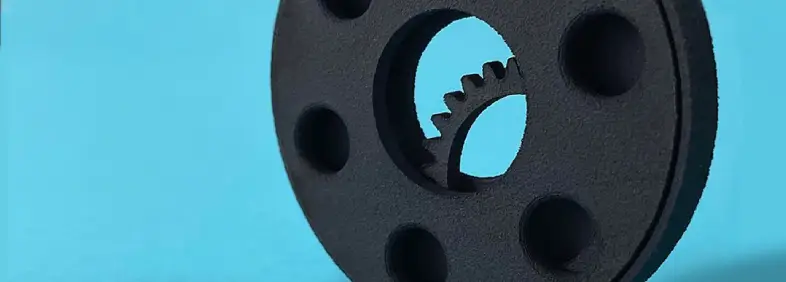
SLS ermöglicht die Erstellung komplexer Geometrien und kunstvoller Designs ohne Stützen.
Produktion von leichten und robusten Teilen, ideal für die Automobil- und Luftfahrtindustrie.
Widerstandsfähig gegen Feuchtigkeit und Chemikalien.
NACHTEILE VON Nylon PA12
Wann man nach anderen Materialoptionen suchen sollte
Es kann schwieriger sein, nach der Verarbeitung im Vergleich zu Materialien wie ABS.
Geringere Steifigkeit im Vergleich zu anderen Kunststoffen.
Weniger wirtschaftlich als PETG oder ABS
Es kann eine raue Oberflächenbeschaffenheit aufweisen, die mit einigen Anwendungen inkompatibel ist.
Wir bieten benutzerdefinierte RAL-Farben an, aber sie sind mit zusätzlichen Kosten verbunden.
Teile mit dünnen und langen Oberflächen können nicht hergestellt werden, da sie sich verformen können.
Verfügbare Farben

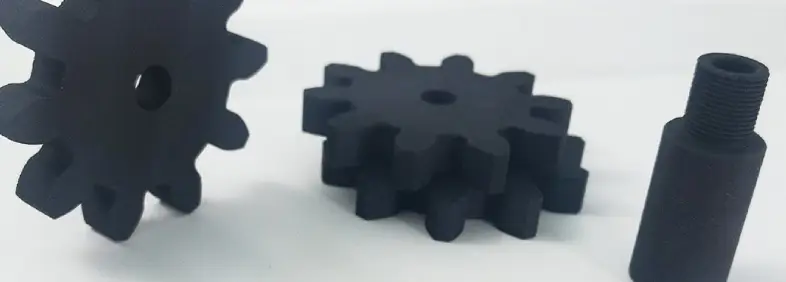
Schwarz
Pantone
Schwarz
Pantone
Schwarz

Weiß
Pantone
Weiß
Pantone
Weiß

RAL-Farbpalette
Kontaktieren
Kontaktieren
Verwendete Technologie

Das Lasersintern oder SLS ist ein Prozess, der einen Laser als Energiequelle verwendet, um Materialpulver zu sintern, indem der Laser automatisch auf Punkte im Raum zeigt, die durch ein 3D-Modell definiert sind, und das Material verbindet, um eine feste Struktur zu erstellen.
Zunächst wird das Materialpulver in einer dünnen Schicht auf einer Plattform innerhalb der Baukammer verteilt. Der 3D-Drucker beheizt das Pulver auf eine Temperatur, die knapp unter dem Schmelzpunkt des Rohmaterials liegt. Dies erleichtert es dem Laserstrahl, die Temperatur spezifischer Bereiche der Pulverschicht zu erhöhen, während er das Modell nachzeichnet, um ein Teil zu verfestigen. Der Laser scannt einen Querschnitt des 3D-Modells und erhitzt das Pulver knapp unter oder genau am Schmelzpunkt des Materials. Dadurch werden die Partikel mechanisch zusammengefügt, um ein festes Teil zu erstellen. Das ungeschmolzene Pulver stützt das Teil während des Druckvorgangs und eliminiert die Notwendigkeit für spezielle Stützstrukturen.
Normalerweise verwenden wir Schichten zwischen 50 und 200 Mikrometern, und dieser Prozess wird für jede Schicht wiederholt, bis die Teile vollständig sind. Die fertigen Teile dürfen innerhalb des Druckers allmählich abkühlen. Nachdem die Teile abgekühlt sind, entfernt der Bediener die Baukammer aus dem Drucker und überträgt sie zu einer Reinigungsstation, wobei die gedruckten Teile getrennt und der überschüssige Staub entfernt wird.
Technische Spezifikationen
| Eigenschaft | Wert | Testmethode |
|---|---|---|
| Dichte | 1,00 g/cm^3 | ASTM D792 |
| Zugfestigkeit | 43 MPa | ASTM D638 |
| Biegefestigkeit | 1387 MPa | ASTM D790 |
| Dehnung | 14 % | ASTM D638 |
| Weichmachtemperatur | 180 ºC | 0,45 MPa / ASTM D648 |