Carrinho
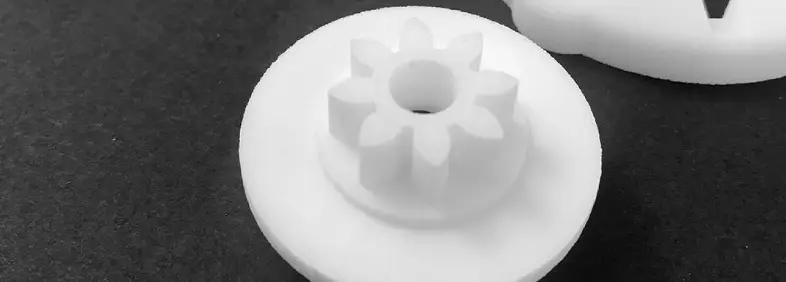
Impressão 3D em NYLON PA12
O Nylon PA12 é um material amplamente utilizado na impressão 3D por SLS, reconhecido por sua alta resistência mecânica e flexibilidade. Este termoplástico é ideal para criar peças duráveis e funcionais, graças à sua excelente resistência à abrasão e estabilidade dimensional em ambientes exigentes. Além disso, o Nylon PA12 permite a fabricação de geometrias complexas sem a necessidade de suportes adicionais, tornando-o uma opção versátil para diversos projetos.
Sua resistência à umidade e a produtos químicos o torna adequado para aplicações em setores como automotivo e aeroespacial. Sua capacidade de produzir peças leves e robustas o torna uma escolha popular para aplicações que exigem desempenho e longevidade.

VANTAGENS DO Nylon PA12
Quando é a escolha de material perfeita?
Ideal para aplicações que requerem alta resistência mecânica e flexibilidade.
Excelente resistência à abrasão, perfeito para peças de uso intensivo.
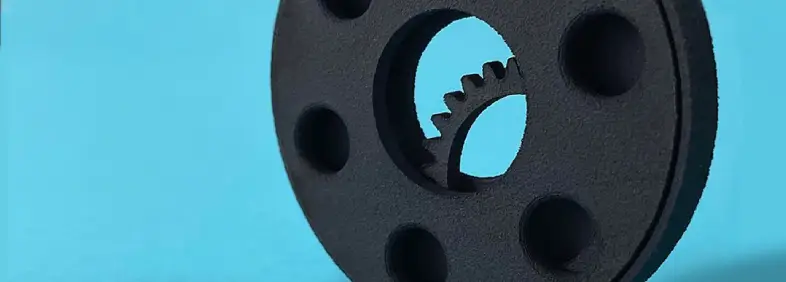
Ótima estabilidade dimensional e resistência à deformação.
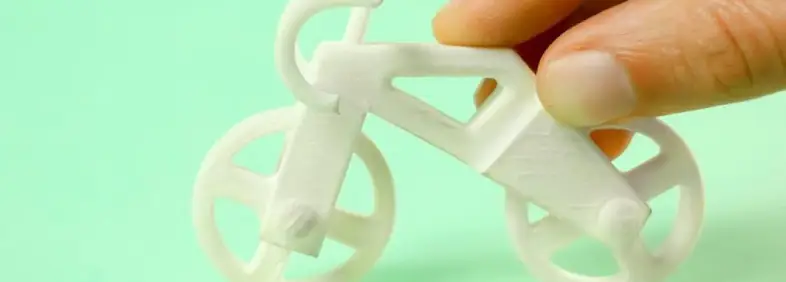
SLS permite a criação de geometrias complexas e designs intrincados sem suportes.
Produção de peças leves e robustas, ideal para os setores automotivo e aeroespacial.
Resistente à umidade e a produtos químicos.
DESVANTAGENS DO Nylon PA12
Quando procurar outras opções de material
Pode ser mais difícil de pós-processar em comparação com materiais como o ABS.
Menor rigidez em comparação com outros plásticos.
Menos econômico que o PETG ou o ABS
Pode apresentar um acabamento superficial rugoso incompatível com alguns usos.
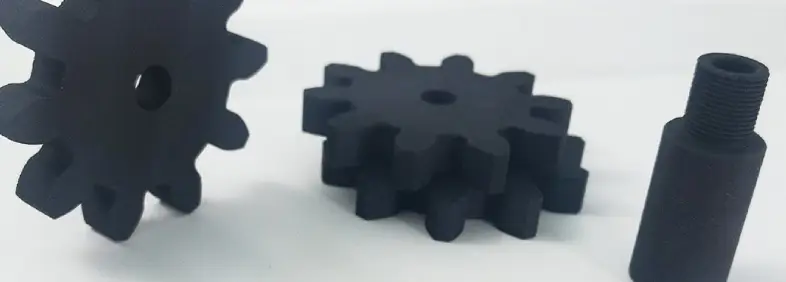
Oferecemos cores RAL personalizadas, mas têm um custo adicional.
Não é possível fazer peças com superfícies finas e longas, pois podem se deformar.



