Nylon or polyamide (PA) is one of the most popular materials in 3D printing in the field of engineering and one of the best currently for 3D printing. It is a superior category service and is used to replace functional injection molded parts with very good chemical and thermal resistance.
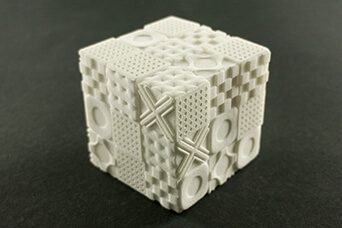
It is a surprisingly versatile compound, as well as strong and slightly flexible. It has the ability to withstand small degree impacts and pressure while bending. Its excellent mechanical properties make it possible to increase or decrease the flexibility of the part depending on the wall thickness applied in the design. The surface finish has a gritty and granular appearance.
It is primarily designed to be used in fully functional applications and is exceptionally strong even when temperatures drop below freezing. It is characterized by being a super strong material, very rigid, with great resistance to cracking and excellent long-term behavior.
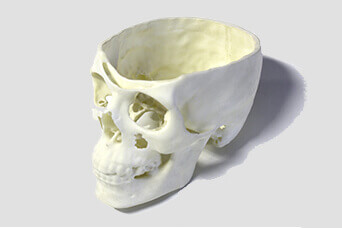
The low absorption of water and humidity allows a biocompatibility in this material, which we can see frequently in medical applications or in connection elements such as gears or hinges.
At Imprimakers we offer custom 3D printing in Nylon PA12.