No products in the basket.
Cart
3D Printing in PLA
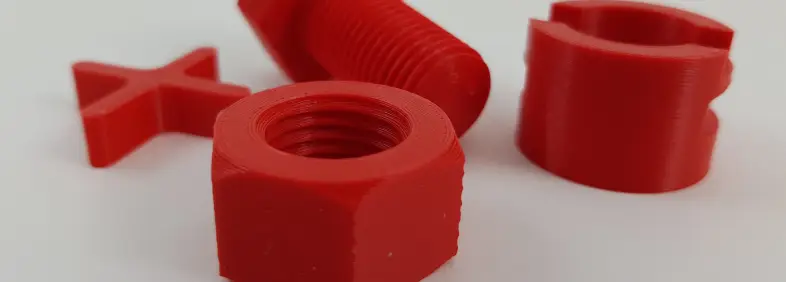
PLA (polylactic acid) is one of the most popular materials for 3D printing and an excellent choice for your projects. It is a biodegradable material derived from renewable resources like corn starch, making it an environmentally friendly choice, ideal if you are concerned about plastic waste and looking for an eco-friendly option. It offers excellent detail and smooth finish results, making it perfect for visual prototypes and decorative pieces of medium size.
It is available in a wide range of colors and even in transparent versions. It’s a great material if you are short on time. We can deliver PLA prints as soon as the next business day!



Advantages of PLA
When is the perfect material choice?
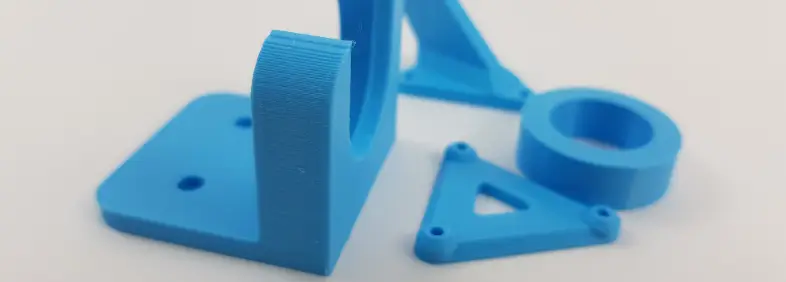
Excellent for decorative pieces and visual prototypes
Easy to print, fast processing times
Variety of colors and finishes, including translucent options
Biodegradable and environmentally friendly
Basic shapes with minimal intricate features
Allows high visual quality with smooth and aesthetic surfaces
Disadvantages of PLA
When to look for other material options
Low heat resistance, deforms at temperatures above 60°C
Not ideal for parts that require high mechanical strength
Less durable in outdoor or high humidity conditions
It can be brittle compared to other materials like ABS or PETG
Not suitable for parts subjected to heavy loads
Post-processing through sanding or painting can be complicated due to its fragility.
Available Colors

Black
Pantone
Black
Pantone
Black

White
Pantone
White
Pantone
White

Blue
Pantone
7689C
Pantone
7689C

Red
Pantone
485C
Pantone
485C

Gray
Pantone
877C
Pantone
877C

Orange
Pantone
214C
Pantone
214C

Green
Pantone
364C
Pantone
364C

Magenta
Pantone
214C
Pantone
214C

Yellow
Pantone
122C
Pantone
122C

Eggplant
Pantone
7645C
Pantone
7645C
Translucent
Pantone
7645C
Pantone
7645C
Technology used

FDM, or fused deposition modeling, is a manufacturing process used for prototyping and the production of small to medium runs. This modeling uses an additive function, depositing the material in layers to shape the part.
A filament is used that is initially stored in rolls, and is fed into a nozzle that is above the melting temperature of the material and can move in three axes controlled electronically. The nozzle moves to deposit the material in the correct location, drawing the model line by line. Once a layer is drawn, the base lowers by a layer thickness (0.1-0.4) so that the printer can continue with the next layer.
When the model to be printed has sections that protrude or have a steep angle, a support structure is created where necessary and is printed in a material that can later be easily removed, in some cases soluble. This is done to ensure that the model does not hang in the air, thus preventing the layer from falling.
Technical specifications
| Property | Value | Test Method |
|---|---|---|
| Density | 1,24 g/cm^3 | ASTM D792 |
| Tensile Strength | 53 MPa | ASTM D790 |
| Flexural Strength | 60 MPa | ASTM D790 |
| Tensile Strength | 50 MPa | ISO 527 |
| Elongation | 24 % | ISO 527 |
| Softening Temperature | 60 ºC | ASTM D3418 |